



Unplanned downtime remains one of the most expensive problems on a production floor, and it rarely announces itself before the moment a conveyor jams, a spindle seizes, or a robotic arm drifts out of calibration. Maintenance teams have traditionally relied on scheduled inspections, vibration sensors, or thermal spot checks, but these methods often miss the subtle visual cues that precede mechanical failure – a hairline crack forming on a gear tooth, a belt fraying at the edge, or a fastener slowly backing out under repeated cycles. Machine vision software closes that gap by continuously observing equipment surfaces and motion patterns, flagging anomalies long before they escalate into stoppages. For engineers and integrators tasked with reducing mean time between failures, this shift from reactive repair to visual-data-driven prediction represents a measurable change in how maintenance budgets and schedules get built.
Why Traditional Maintenance Schedules Fail to Catch Early Wear
Time-based preventive maintenance assumes that components degrade at a predictable, uniform rate, which is rarely true in real production environments. A bearing running under variable load in one shift may wear three times faster than an identical bearing on a lightly loaded line, yet both get serviced on the same fixed calendar interval. This mismatch leads to two costly outcomes: parts replaced too early, wasting inventory and labor, or parts left in service too long, resulting in unexpected breakdowns. Visual inspection performed by human technicians helps, but it is inherently sporadic, subjective, and impossible to scale across hundreds of machines running continuously across multiple shifts. machine vision systems
The core weakness of manual and calendar-based approaches is that they lack a continuous data trail. A technician who inspects a chain drive once per week cannot see the gradual elongation that occurs incrementally each day, and by the time visible sagging is obvious, the chain may already be close to failure. Machine vision systems solve this by capturing consistent, timestamped imagery at whatever frequency the process demands – every few seconds if necessary – building a dataset dense enough to reveal trends invisible to episodic human observation.

How Machine Vision Software Actually Detects Early Failure Signs
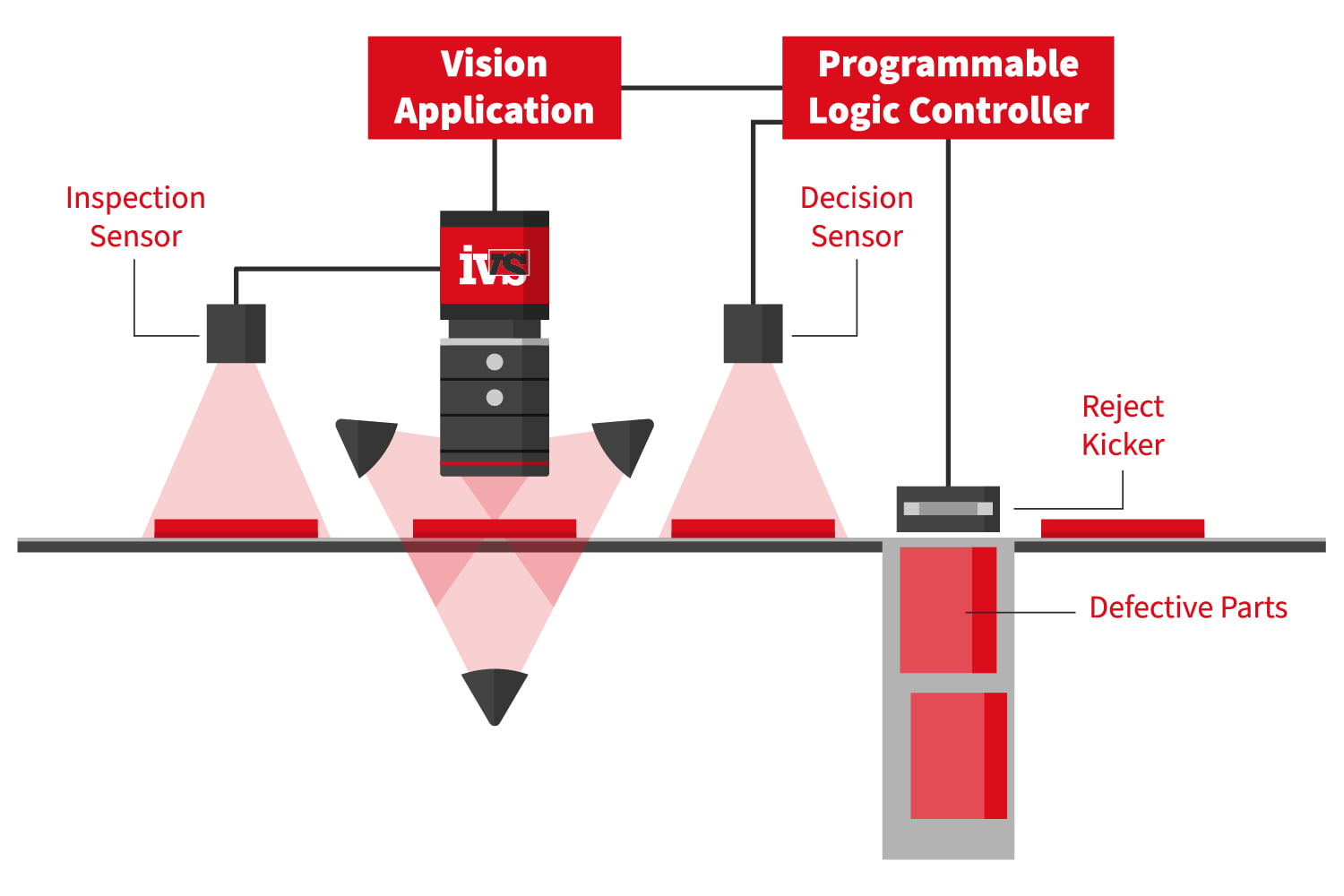
At the hardware level, industrial cameras equipped with high-resolution sensors and appropriate lensing capture repeated images of target components: gears, belts, rollers, electrical connections, or robotic end-effectors. The software layer then applies a combination of classical image processing (edge detection, pattern matching, dimensional measurement) and, increasingly, trained deep-learning models that recognize deviations from a known-good baseline. Rather than asking “is this part broken,” the system asks “how does this part today compare statistically to how it looked last week, last month, and across its entire service history.”
Surface and Structural Defect Detection
Surface-level analysis focuses on cracks, corrosion, discoloration from overheating, and material fatigue patterns. A camera positioned to inspect a gearbox housing, for example, can be trained to recognize the specific pixel-intensity signature of a hairline crack propagating along a casting seam. Because the software compares each frame against thousands of prior reference images, it can flag a defect at a stage measured in fractions of a millimeter – well before it would be visible to a technician walking past on a routine round.
Motion and Alignment Deviation Tracking
Beyond static defects, vision software tracks kinematic behavior: does a robotic arm’s end-effector consistently reach the same coordinate within tolerance, or has repeated mechanical stress introduced drift? By analyzing trajectory data frame-by-frame, the software can detect a bearing developing play, a linkage loosening, or a servo losing positional accuracy – all conditions that precede mechanical failure but produce no obvious visual defect on the part itself, only a change in behavior over time. machine vision lenses
Consider a practical example from a bottling line. A vision-guided inspection station is set up to monitor a capping head that applies torque to plastic caps. Over eight weeks, the software logs the visual seating position of each cap relative to the bottle rim, storing this as a numeric offset per cycle. In week one, offsets hover around 0.2mm with normal statistical scatter. By week six, the average offset has crept to 0.6mm, still within acceptable product-quality limits but statistically significant against the baseline. The maintenance team receives an automated alert two weeks before the offset would have caused actual cap seal failures, allowing a scheduled bearing replacement in the capping head during a planned changeover rather than an emergency stop mid-shift.
Which Camera and Lighting Specifications Actually Matter for Predictive Use Cases
Predictive maintenance imaging places different demands on hardware than standard pass/fail quality inspection. Because the software is hunting for gradual, subtle change rather than obvious defects, sensor consistency and repeatability matter more than raw resolution. A camera with excellent resolution but inconsistent exposure control from frame to frame will introduce noise that masks the very trends the software is trying to detect. Global shutter sensors are generally preferred over rolling shutter for any component in motion, since rolling shutter artifacts can be misread as physical distortion by a trained model.
Lighting consistency deserves equal attention. Ambient factory lighting changes throughout the day due to sunlight through windows, activation of nearby equipment, or seasonal variation, and these shifts can produce false positives if the vision system interprets a lighting change as a physical change in the component. Integrators typically solve this with enclosed, strobed LED lighting synchronized to the camera’s exposure window, which keeps illumination effectively identical across every captured frame regardless of the time of day or plant conditions outside the enclosure.
Selecting the right combination of sensor, lens, and lighting is rarely a one-size-fits-all decision, and many integrators consult with specialized suppliers of machine vision cameras when configuring inspection stations for components with reflective or textured surfaces, since these materials respond very differently to polarized versus diffuse lighting setups. Clear View Imaging

Machine Vision vs. Vibration and Thermal Sensors: Which Should You Deploy?
Vibration analysis and thermal imaging remain valuable predictive maintenance tools, and vision software is not meant to replace them outright – each technology detects different failure modes. Vibration sensors excel at catching imbalance, misalignment, and bearing defects through frequency-domain analysis, often before any visible change occurs. Thermal cameras catch electrical faults, friction-based heating, and insulation breakdown effectively. Vision software’s advantage lies in catching structural, dimensional, and positional degradation that produces no vibration signature and no thermal anomaly, such as a slowly loosening fastener, a fraying belt edge, or gradual dimensional creep in a part.
| Monitoring Method | Best Detects | Typical Lead Time Before Failure | Integration Complexity | Relative Hardware Cost |
|---|---|---|---|---|
| Machine vision software | Cracks, wear, misalignment, positional drift | Days to weeks | Moderate to high (lighting, mounting, model training) | Moderate |
| Vibration sensors | Bearing faults, imbalance, looseness | Weeks to months | Low to moderate | Low to moderate |
| Thermal imaging | Electrical faults, friction heating | Hours to days | Low | Moderate to high |
| Manual visual inspection | Obvious surface defects | Highly variable | Low | Low (labor-intensive) |
Many mature predictive maintenance programs run several of these methods in parallel, feeding all data streams into a shared analytics platform so that a maintenance engineer sees vibration trends, thermal readings, and visual defect scores for the same asset side by side. This layered approach reduces false positives significantly, since a genuine mechanical problem will often show correlated signals across more than one monitoring method simultaneously.
What Are the Real Advantages and Limitations of Vision-Based Prediction?
The clearest advantage of deploying machine vision software solutions for predictive maintenance is the sheer density and objectivity of the data collected. Every frame is timestamped, quantified, and stored, creating an auditable trail that supports both maintenance decisions and warranty or liability discussions with equipment manufacturers. Vision systems also scale well: once a camera and lighting rig is installed and a baseline model is trained, monitoring additional identical machines across a plant mainly involves duplicating the physical setup rather than redesigning the analytical approach from scratch.
How Do You Actually Roll Out a Vision-Based Predictive Program?
- Identify high-cost or high-downtime-risk assets where visual degradation is a known failure precursor, rather than trying to instrument every machine at once.
- Install cameras and controlled lighting on a small pilot set of two to five machines, prioritizing consistent mounting and repeatable illumination over camera count.
- Collect baseline imagery over several weeks of normal operation to establish what “healthy” looks like statistically, not just visually.
- Introduce or wait for early wear indicators, tagging images so the software can learn the visual signature of degradation specific to that equipment.
- Set alert thresholds calibrated against maintenance lead times, so a flagged anomaly gives technicians enough notice to schedule a repair during planned downtime.
- Expand the validated configuration to additional identical or similar assets, refining lighting and thresholds for each new environment as needed.
Getting the Most from Predictive Vision Deployments
Frequently Asked Questions
How long does it take before a machine vision predictive maintenance system produces reliable alerts?
Most deployments need a baseline collection period of four to eight weeks of normal operation before the software has enough reference imagery to distinguish genuine anomalies from normal variation. Assets with faster wear cycles or more visible degradation patterns can sometimes reach reliable alerting sooner, while slow-degrading components may require several months of data before thresholds stabilize.
Can machine vision replace vibration analysis entirely for rotating equipment?
No, the two methods detect different failure modes and work best together. Vibration analysis catches internal bearing and imbalance issues that produce no visible external change, while vision software catches surface, structural, and positional problems that vibration sensors cannot see, so combining both typically produces far fewer missed failures than relying on either alone.
What happens if dust, coolant mist, or vibration affects the camera lens over time?
Contaminated lenses gradually reduce image clarity, which can generate false anomaly alerts as the software misreads blur or spotting as physical change in the component. Enclosed camera housings with air-purge or self-cleaning wiper systems, along with a scheduled lens-cleaning routine, are standard practice in harsh environments to keep image quality consistent enough for accurate baseline comparisons.
Do vision-based predictive maintenance systems require a constant internet connection?
Not necessarily – many industrial deployments run inference locally on edge computing hardware mounted near the camera, sending only alerts and summary data to a central server rather than streaming raw video continuously. This approach reduces bandwidth requirements and keeps the system functional even during network outages, which matters for plants where connectivity reliability is inconsistent.
Is machine vision predictive maintenance cost-effective for small or mid-sized manufacturing operations?
It can be, provided the rollout targets a small number of genuinely high-cost failure points rather than attempting plant-wide coverage immediately. Starting with two or three critical assets keeps hardware and integration costs manageable, and the avoided downtime from even one prevented failure often justifies the pilot investment before expanding further.
